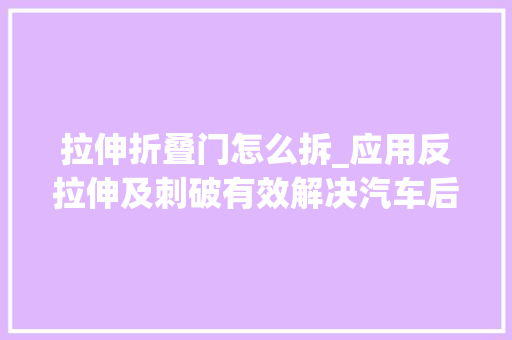
从图1中的拉延成形数据仿照色变图可以看出,板料通过拉伸和压缩成形后,变厚最多处(蓝色区域)板料厚度增加0.05mm,变薄最多处(赤色区域)板料厚度减少0.3mm。门内板原板料厚度为0.7mm,大众标准哀求板料减薄率不能超过原板料厚度的30%,也便是0.21mm,超过板料变薄率极限,制件在拉延过程中会涌现缩颈,严重时涌现开裂毛病。以是在新模具调试阶段须要通过调度拉延走料,工艺凸包大小,担保板料变薄率掌握在30%以内,提高产品安全裕度。
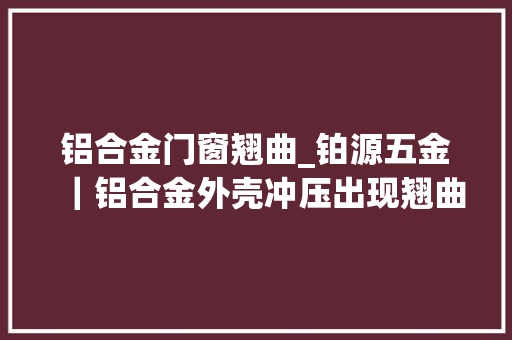
门内板拉延深度为58mm,拉延仿照成形过程按照每10mm分段一次。从图2拉延仿照成形过程分段图中,可以确认凸凹模成形最高点以及制件不同部位,在成形过程中的变革状态。通过不雅观察剖析过程变革状态,明确不同区域的进料需求,同时可以调度模具闭合高度,比拟拉延模实际状态与理论状态的变革点,便于制订调试优化方法。

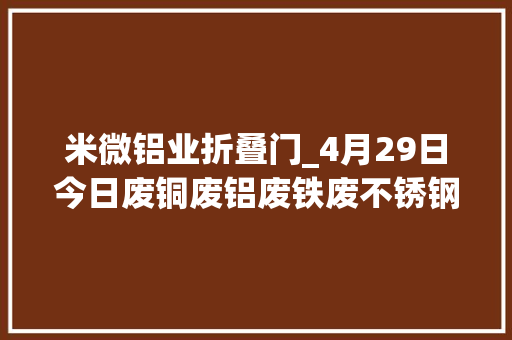
从图3拉延成形仿照收料图中,查看拉延成形质料收料状态,模修职员通过现场丈量实际拉延制件收料线,将实际数值与理论数值进行现场比拟,打算出差值。通过调度拉延筋高度、平衡块高度、筋槽R角大小,再根据实际制件质量状态,调度进料阻力,达到合格状态。
图1 拉延成形数据仿照色变图
图2 拉延仿照成形过程分段图
图3 拉延成形仿照收料图
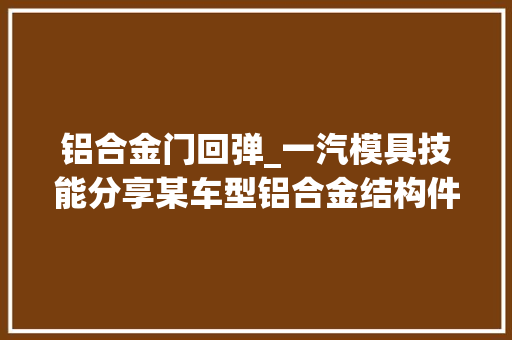
拉延模具常见范例毛病门内板拉延模常见毛病,如图4所示,有音响口开裂、拐角平面起皱 、立面缩颈、侧壁棱子。
图4 门内板拉延模具常见毛病
拉延模具常见范例毛病调试优化音响口开裂毛病调试优化⑴毛病缘故原由剖析。板料音响口位置相对付模具不固定,由于落料卷宽尺寸不同,造成每垛料的音响口尺寸都不固定,偏差在5mm旁边(图5),在实际生产过程中来回窜动,导致制件涌现开裂(图6)。模具音响口凸凹处是在上模间隔下去世点只有20mm的时候开始打仗,内侧板料会由于外侧板料流动的阻力及音响口控料打仗较晚不能有效掌握内侧板料,导致制件开裂。音响口为里外走料工艺,当内侧走料不稳定,外侧走料随压料面及筋槽R角的磨损变革,导致制件在实际生产过程中不稳定。
⑵毛病办理方案。通过落料模掌握音响口板料尺寸偏差,在不能改变质料卷宽0~5mm的情形下,确定音响口相对尺寸偏差,在条件知足的情形下调度落料模对中及侧面定位,将板料音响口相对尺寸偏差掌握在±0.5mm内(图7),担保板料在OP20拉延模具中的相对位置。调度拉延模具音响口反凸高度,根据模具拉延过程中实际控料情形,加高反凸高度至20mm以上(图8),担保内侧控料提前参与,不受外侧走料影响。
通过烧焊研修减小翻边凸模R角大小,直接锁去世内侧板料。模具线下掩护通过丈量及手摸方法监控筋槽R角大小,提前做好掩护事情。通过监控压料面着色,检讨压料面硬点,线下做好调试优化事情。大线生产过程中,跟踪收料线尺寸,监控内外侧板料流动变革,总结出履历值(42±2)mm(图9),在大线生产涌现问题时,好及时做出调度优化。
拐角表面起皱毛病调试优化⑴毛病缘故原由剖析。模具拐角拉延筋过高,在制件成形时增大进料阻力,严重时板料在成形初期已经起皱(图10),拉延筋外侧板料不但没有流入凹模,反而由于板料径向受力压缩,板料在厚度方向加厚,导致拉延筋拽料制件起皱。模具拐角两侧筋槽R角磨损或压料面着色不好(图11),导致两侧板料流入量过多,制件成形时本应成扇形向两侧展料变成两侧向内聚料起皱。
图5 音响口尺寸
图6 制件开裂
图7 板料尺寸偏差标准
图8 反凸高度
图9 收料线监控
⑵毛病办理方案。调度模具拐角拉延筋高度(图12),在知足制件成形哀求的条件下,只管即便降落拐角拉延筋高度(履历值一样平常2~3mm),肃清板料径向起皱拽料。两侧筋槽R角通过烧焊研修,减小R角大小(履历值R2~3mm),让拐角区域的板料合理向两侧展开,肃清制件拐角起皱。
A柱立面开裂缩颈毛病调试优化⑴毛病缘故原由剖析。上模反凸R角过小,影响板料流动,且增加制件成形时吃料量,造成制件A柱立面缩颈(图13)。模具压料面着色不好(图14),A柱区域硬点集中,增大板料进料阻力,制件成形时内部板料发生塑性变形,产生立面开裂。
图10 制件起皱
图11 压料面着色不好
图12 拉延筋高度调度
图13 立面缩颈
图14 压料面着色不好
图15 上模反凸R角
图16 制件棱子
图17 增加拉延副筋
图18 工艺凸包
⑵毛病办理方案。优化压料面着色,研修局部压料面硬点,减小板料流动阻力,担保板料流入量能知足制件成形塑性变形须要。调试优化上模反凸R角(图15),逐步放大R角尺寸,在不影响后续匹配的情形下增大反凸R角尺寸。
B柱侧面棱子毛病调试优化⑴毛病缘故原由剖析。制件拉延成形初始状态时板料流入过多,B柱区域储料随之增减,且制件工艺凸包形状尺寸不足,终极成形后板料没有完备展开,导致B柱立面涌现棱子毛病(图16)。
⑵毛病办理方案。模具对应压料面增加拉延副筋(图17),掌握该区域进料量,担保板料流入量达到合理范围内。模具对应工艺凸包(图18)通过焊接增高2~5mm,制件终极成形时能有效地将成形初期的起皱完备展开,肃清B柱立面棱子。
结束语随着汽车行业的不断进步,对汽车模具制件质量的哀求也越来越高,这就哀求模具设计、制造职员、模具维修职员不断地提高制造水平和实际调试优化操作技能,同时要积累丰富的调模履历,这样才能制造、调试出合格的模具,从而得到空想的冲压件,提高汽车的外不雅观质量。
作者简介
杜敏,冲压模修技师,从事汽车模具调试维修事情12年,紧张卖力大众汽车新模具项目验收、批量模具质量优化及尺寸变动、模具构造工艺改进事情。