这家公司在2014年开拓了拼焊板用于多少个车身覆盖件,例如机舱盖、翼子板、门以及全体侧围。随着不断关注汽车轻量化和可持续性,TWB相信开拓铝合金拼焊板能够实现减少车身重量、降落模具工装本钱从而大大降落单车本钱。为了发掘铝合金拼焊板在整车设计中的潜力,本文将先容由TWB为日产Roger(图1)设计的一款车门造型。
图1,日产Rogue SUV车型

拼焊板
拼焊板是广泛用于汽车制造冲压工艺中的钣金产品,由几个独立且不同厚度、强度和涂层的料片通过焊接而成的一个整体。末了而成的整体薄板将是一壁会比另一壁更厚,从而得到精确成形和合格机器性能的零件用于设计的部位。这个工艺可以为得到最佳经济效益而订制零件。
对付铝合金拼焊板,TWB正对6000系列铝合金的大批量加工采取搅拌摩擦焊工艺(一种正在盛行的焊接工艺)。搅拌摩擦焊工艺可以实现最薄1mm板,最快6m/min的焊接速率。这个工艺可以运用于曲线焊接以及将各种常见的车用铝合金板和稠浊合金板进行连接。
这家公司也利用激光焊接5000系列铝合金板。根据合金身分、厚度和运用的不同而采取激光焊或者搅拌摩擦焊接来拼焊产品。这种拼焊板既可以加工平板料片,也可以是料卷。
“拼焊板料可以在一张板料上得到不同厚度,给予设计更大的自由度实现所须要的刚性和强度。”TWB新产品开拓部门的产品工程师Saambavi Karunakaran先容,“从设计端开始考虑这项技能减少了前期的投资本钱以及生产周期。比较单一料片可减少废物率而无任何性能折损。通过优化尺寸、等级和板料形状提高材料的利用率以知足其高性能。拼焊板的其它上风还包括规模化的零件整合和减少装置带来的本钱降落。
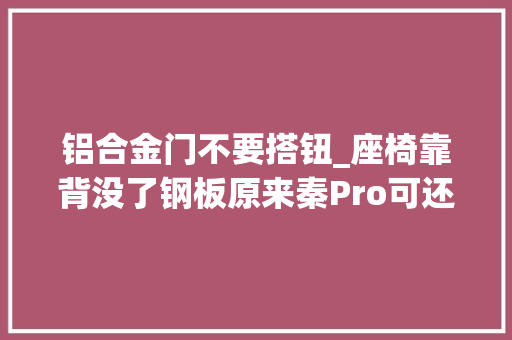
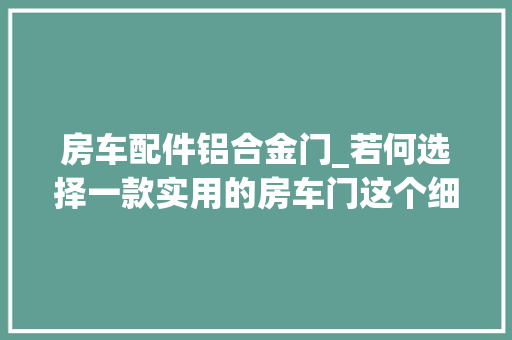
图2,日产Rogue的车门包含铝板件(75%),铝挤压件(17%)和钢(8%)和塑料件(0.04%)
在2022年秋日密西根利沃尼亚市召开的国际汽车车身大会上,产品工程师Saambavi Karunakara以日产Rogue SUV作为比拟基准,展示了让人面前一亮的前车门观点。目前Rogue的门内板(是指内层冲压面板)是由3片不同料厚的6022铝合金组成,占门内板的75%(图二)。该设计包含了铝挤压件和钢制铰链,以及很少数量的塑料件。目前的车门设计是将相邻部件的边缘重叠并铆接在一起。
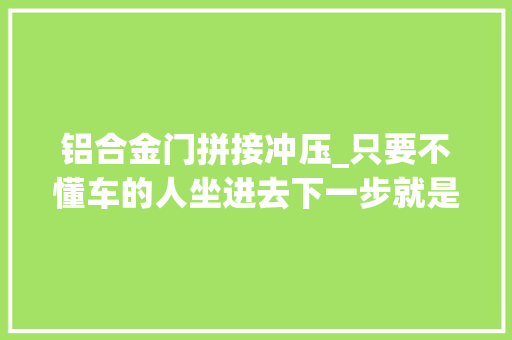
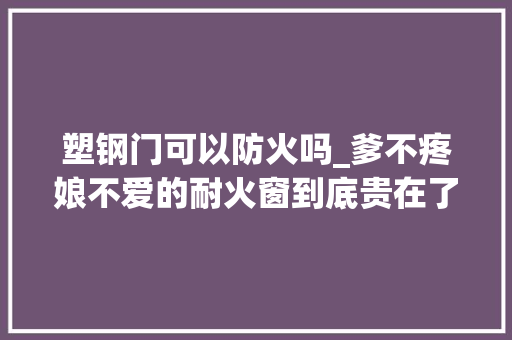
图3. 基准门内板(左图)由三个铝合金板冲压后铆接成整体,转变成拼焊一体式门板(右图)
在得到拼焊设计观点知足构造和模态剖析标准的结果后,TWB团队对设计的制造工艺转化进行了CAE剖析。目的是尽可能利用CAE的剖析能力给卖力冲压的互助伙伴供应得到成形性能好且没有褶皱的冲压件的方案。为确保得到成形性能好且没有褶皱的冲压件须要从焊缝的设计出发,在12mm宽的区域内采取搅拌摩擦焊进行加工。
本钱和减重
从展示的方案看,拼焊的方案在减重、模具工装本钱以及单件本钱方面均优于基准设计。拼焊方案的能节省22%的铝材用量,一年供节省610吨铝材。根据美国环保署公布的每公斤铝产生1.9公斤CO2的数据打算,全体方案整年可以降落1160吨CO2排放。
通过把多个零件整合在一起的设计,量产的单车可减重0.26公斤(前门),比基准更符合轻量化工程。此外,根据不同材料等级以及设计变动,单车前门内板本钱可节省4-6美元。拼焊方案也省去了多少套模具和装置工装,节省大约72,000美元的投入。
综合所有让人头痛的各种成分例如通胀和供应链等制约等,拼焊方案最大的收成是单车本钱的降落,特殊是仅前车门就贡献了5美元/车的本钱降落。将此方案再运用在后车门,打算产生的减重和工装模具的节省,这个案例将非常让人瞩目了。
未来车门
车用铝材期刊(Alumobility)研究了铝制车门与钢制车门的比拟,并提出了几种在可接管本钱条件下的轻量化材料方案。TWB的这项研究供应了铝制车门本钱和减重的另一种方案。然而市场并没有结束,整车制造商面临的从通货膨胀到电动汽车电池材料本钱的过度上涨等外部本钱压力————使其在钢铝不同材料选择之间涌现犹豫。铝材行业必须掌握它所能掌握的,就像激光一样专注于客户的需求并供应有代价的创新。TWB团队为降落材料利用的本钱方面做了很好的事情,这使更多的铝制车门和车身成为可能。
参考
TWB公司Saambavi Karunakaran之间的个人邮件, 2022年11月.Karu nakaran, Saambavi, “铝制拼焊板,日产汽车的车门研究,国际汽车车身大会,密歇根州利沃尼亚,2022年9月29日
Halonen, Andrew, “Alumobility推出新一代铝合金车门” 轻金属时期Light Metal Age, 2021年8月刊
Andrew Halonen 是波士顿Mayflower咨询公司总裁,该公司是一家为高科技行业客户供应计策营销、市场研究和业务发展的咨询业务。Andrew Halonen专业领域包括铸造、挤压、制动器和新材料开拓,是Light Metal Age期刊的特约撰稿人。
文章来源:https://www.lightmetalage.com/news/industry-news/automotive/reducing-the-cost-of-aluminum-car-doors-with-tailor-welded-blanks/
Schuler Debuts New Aluminum Hot-Stamping Process—No Furnace Required
https://www.metalformingmagazine.com/article/?/stamping-presses/hot-stamping/schuler-debuts-new-aluminum-hot-stamping-process-no-furnace-required
Schuler has developed a new process for hot stamping of aluminum sheet in a hydraulic press, engineered to quickly heat the workpiece material using contact heating and then forming the part in a water-cooled die. All process steps occur in the die, avoiding the need for a separate furnace.
“This process not only minimizes the space requirements for the system, but also significantly reduces investment and operating costs,” explains Christian Palm, responsible for the Schuler hydraulic presses division. “The technology enables production of light and high-strength parts with a significantly higher degree of forming compared to cold forming, and offers a much greater scope for design.” Highly complex geometries and a tensile strength of 300 to 400 N/mm2 reportedly can be achieved.
During the process, heating plates integrated into the first forming stage heat the aluminum sheet (6000 or 7000 series) to 300-450 C in a matter of seconds. In the second stage, forming takes places in a water-cooled die while the next blank simultaneously begins to heat up. In stages three and four, the part, still at about 60 C, can be cut.
Schuler has achieved 10-sec. cycle times using the process on a 1200-metric-ton hydraulic press operating in conjunction with a highly dynamic three-axis transfer system. And, in contrast to previous processes for hot stamping aluminum sheet, the components can be further processed immediately without the need to wait several hours for heat treatment to harden them.
文章来源:轻金属时期Light Metal Age
作者 Andrew Halonen, 波士顿Mayflower咨询
关注"大众年夜众号:热成形家当同盟, 理解更多行业资讯