一样平常来说,开槽口整洁无毛刺,纸箱折叠成型方正都雅,同时成型箱体箱盖自然搭拢,模切漏缝、重叠≤2mm;开槽漏缝、重叠≤3毫米,这样的纸箱方为一个高质量的纸箱。
而在实际的纸箱生产中,有些工厂会多次频繁地涌现横压爆裂、切口毛边等质量问题,对纸箱厂来说意味着废品率不断升高,相应增加的便是生产本钱;而对客户来讲,拿到这样的纸箱投诉、哀求退换货必定少不了,那如何办理?本期就为大家聊聊两个方面的问题!

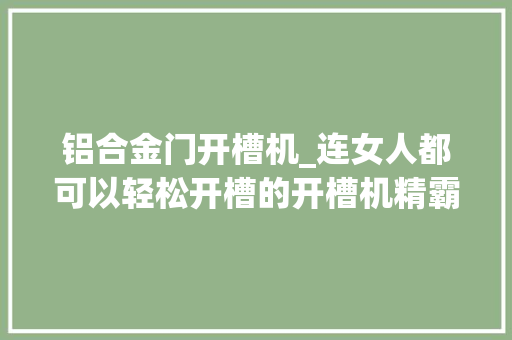
开槽后涌现横向压线处爆裂的征象,实在最紧张缘故原由是没有预压或预压小,而开槽压线组压力太大。
如上图预压成型过程可见,在预压力足够的情形下,成型后的纸箱压线平直都雅、箱体方正。
预压力不敷时纸箱还随意马虎涌现剪刀差,接缝大小不一致等其他问题。
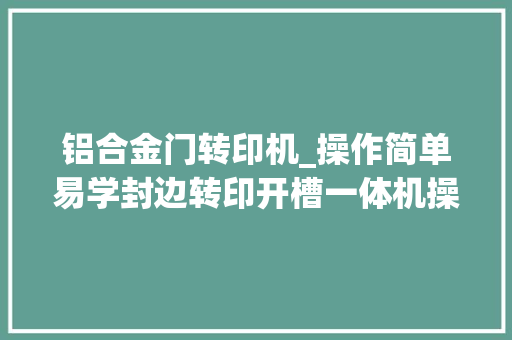
以是在生产中需对箱片横压处进行预压生产,掌握调度高下压线轮之间隙,而上图红圈内的便是印刷机预压轮。
如有的纸箱厂没有预压轮,这时可以考虑把带纸轮改为预压轮进行预压;如已有预压轮的,同样可以改一组带纸轮为预压轮,那么纸板经由两次预压压线爆裂的几率就会大幅降落。
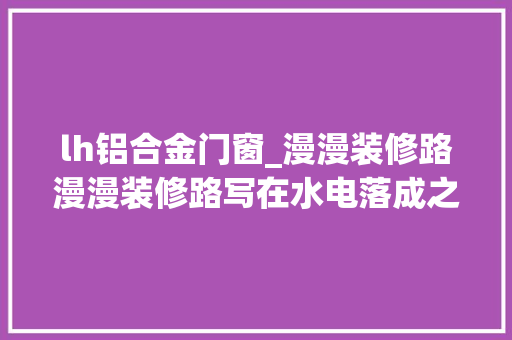
纸箱切口毛边对付纸箱切口毛边,紧张是由开槽刀钝化,开槽高下刀间隙过大咬合深度不足所造成的。
以是根据以上缘故原由,可考试测验以下方法进行办理:
1.根据纸板的不同材质,选用不同规格的开槽刀,提高其开槽适应性;
2.开槽刀磨损后要及时改换开槽刀;
3.海绵胶条的安装位置应离开槽刀身1~2mm的间隔,如间隔太小,此时纸张还未完备被开槽刀切开,而被海绵拉断,这样就会产生起毛及纸尘;
4.建议上刀切入下刀间隙约为3mm,夹纸间隙约为5mm,大家可根据实际情形进行相应调节。
本期箱片横压爆裂和纸箱切口毛边的内容就分享到这里啦!
如果您还有其他补充的知识,欢迎在评论区留言分享哦~