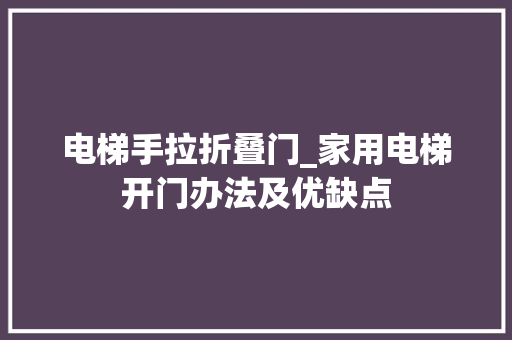
在角部打上销钉螺丝,将两根型材拉紧,中挺位置同样打上螺丝拉紧型材。擦去内外两面溢出的胶水后进入整窗的平整度检讨事情。这一步看似大略实则须要组框师傅十分耐心仔细。锤平不平的地方后还须要夹上F夹检讨打磨直至达到出厂标准。
外开的实现须要配置一个转换框,结合图纸并根据转换框的实际位置对中挺位置进行复尺丈量。足够严谨细致的工艺以达到产品的尽善尽美。

·最后进行统一的注胶工序,包括转换框的角部及中挺位置统一注入德国韦思的双组份胶。组框工艺到此完成。
江苏罗挺建筑科技有限公司。
在角部打上销钉螺丝,将两根型材拉紧,中挺位置同样打上螺丝拉紧型材。擦去内外两面溢出的胶水后进入整窗的平整度检讨事情。这一步看似大略实则须要组框师傅十分耐心仔细。锤平不平的地方后还须要夹上F夹检讨打磨直至达到出厂标准。
外开的实现须要配置一个转换框,结合图纸并根据转换框的实际位置对中挺位置进行复尺丈量。足够严谨细致的工艺以达到产品的尽善尽美。
·最后进行统一的注胶工序,包括转换框的角部及中挺位置统一注入德国韦思的双组份胶。组框工艺到此完成。
江苏罗挺建筑科技有限公司。


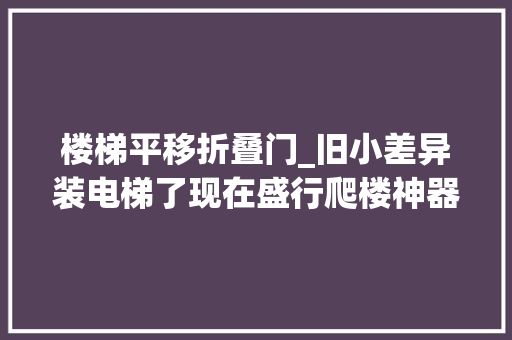
若您有装修需求,点击→「链接」←设计师0元设计全屋但是电梯安装有两个门槛,一个是用度不是个小数目,另一个是还须要额外的安全审批和专业的掩护职员,以是很多老旧小区都不具备安装的条件。现在好了,在旧小区安装这个爬楼神器黑科技,用...

U字型:视觉上显方正大气,适宜较大空间一字型:适宜较狭长的空间L字型:宽长的空间定制衣帽间你须要知道的事:常规来说,衣帽间设计这种事,给家具设计师不就完事了吗,这么想定然也没错,但如果完完备全这么做,那可能会造成衣帽间不符合...
最近换了套屋子,和媳妇在辩论阳台用什么门,于是折半叠门、平开门和移门作了理解,延伸至家里所有门的选择,供大家参考,选择时须要考虑多个成分,如空间大小、利用频率、装修风格和预算等。下面是一些建议,帮助你做出更得当的选择:折叠门...
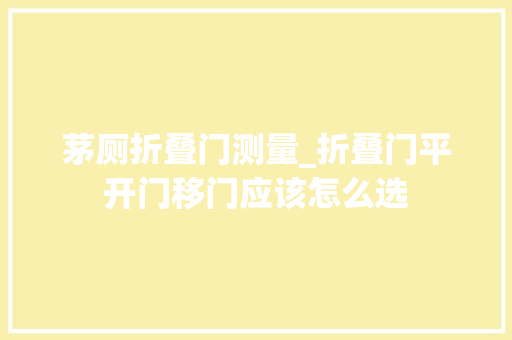

自动等分门等分门是目前最常见的开门办法,由两扇门旁边平行对开,这种开门办法可以节省本钱,但是对付两边则须要占用更多的空间尺寸,须要预留更大的宽度以确保可能正常开门。举例:如果开门尺寸800mm,则一扇门须要400mm,全体开...

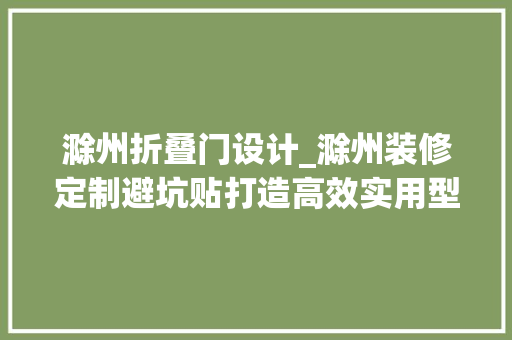
·第一、型材的系列和厚度。市情上有70、80、90多种型号,厚度也有1.4、1.6、1.8等多种选择。厚度越大,价格越贵。有些商家会浮夸系列大小与质量的关系,实在并非如此。例如,118系列的普通断桥窗不如85系列的系统窗性能...

文/静海君不管你信不信,和市情上大多数的手游比较,王者光彩的整体消费水平是真的不高,在这样的条件下,单价高达20000点券的光彩水晶就成了王者峡谷里最贵的存在。以是关键的问题来了,有没有可能在不费钱的条件下,得到非常昂贵的光...
金属换衣柜制作工艺也非常大略,如果大家想要学习,可以找个工厂事情一年,基本上就能完备闇练节制如何制作金属换衣柜。本日 北京花都家美_密集架_制式营具_铁皮文件柜_办公家具厂家 1. 下料。金属换衣柜生产质料是冷轧钢板,...

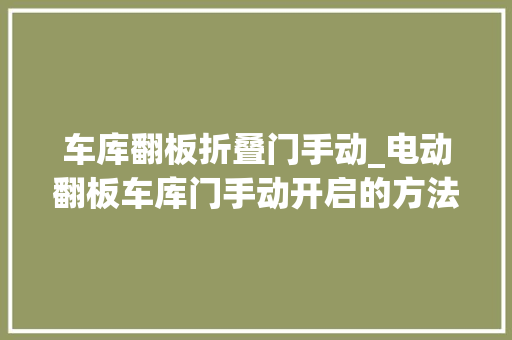
电动翻板车库门在停电或者紧急情形下,如果电动模式无法利用,就须要用得手动开启,手动开启须要两个步骤,一是松开电机螺杆上的离合器,也便是向下拽动红绳,离合器即可松开,第二步,用力向上抬起门板,门板就可以在轨道内轻松滑行,打开到...