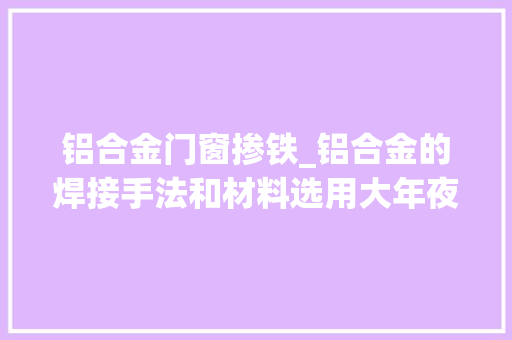
门立柱有两种规格;一种是客室门立柱,产品规格:1 950 mm(长度)×50 mm(断面宽)×120 mm(断面高)×3 mm(壁厚);另一种是司机室门立柱产品规格:2 147 mm(长度)×65 mm(断面宽)×180 mm(断面高)×3 mm(壁厚),如图1所示。
图1 客室门和司机室门立柱规格

根据设计图纸剖析,门立柱制作工艺确定为激光下料、折弯成形、TIG焊接、打磨精整,个中最为关键的工序是焊接。焊接会影响门立柱变形,为防止发生扭曲变形,须要设计焊接整形工装。门立柱焊接接头形式是3 mm+3 mm对接焊缝,两种规格门立柱焊缝长度为2 000 mm旁边,焊接过程中随意马虎涌现未焊透、背面焊瘤、焊穿、焊缝根部余高不一致等毛病。一方面通过调度焊接参数,另一方面须要设计一个内撑工装,保护门立柱焊缝熔池,防止焊缝背部被氧化,担保焊缝根部余高同等,从而有效办理门立柱焊接质量问题。
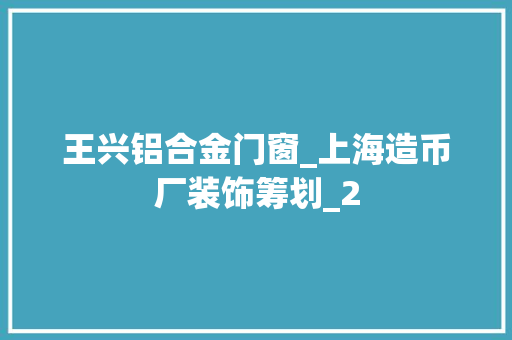
2 门立柱试制2.1 焊接整形工装设计为了担保门立柱焊接完不扭曲变形,需设计一套门立柱焊接整形工装,此工装的构造是由一块2 200 mm×600 mm×30 mm的可升降平台,在平台之间安装一块固定挡板尺寸为2 200 mm×180 mm×30 mm,组装焊接后,须要整体铣加工,担保焊接整形工装平台整体的平面度和垂直度。此工装加工后,需在上方安装10个压具。当门立柱一侧与固定挡板贴紧后,门立柱的另一侧贴紧活动挡板,用快速夹将其顶紧。此工装是一个两用的整形工装,左边用于焊接客室门立柱,右边用于焊接司机室门立柱。焊接整形工装及产品装置效果如图2所示。
图2 门立柱焊接整形工装
2.2 门立柱焊接试验不锈钢SUS301L-ST板料通过激光切割折弯成形后,首先对下料工件门立柱焊接区域进行酒精洗濯,再将下料工件装夹到焊接整形工装上,进行多种方法试验。
(1)机器人自动焊接。对接焊缝背面采取氩气保护。详细操作方法是,下料工件门立柱里面充满氩气,防止焊缝背面被氧化。焊接手法采取机器人钨极氩弧焊(TIG)自动焊接,焊接电流130~140 A,保护气体为纯度99.999%的氩气,气体流量为8~10 L/min,喷嘴距产品表面15 mm,钨棒与工件表面角度保持80°~85°,添补焊丝与工件表面夹角10°旁边。连续焊接试验后,创造以下两个问题:①焊缝根部余高不一致;②焊缝有焊穿,且越到后面焊缝,焊穿征象越严重。初步剖析,调度焊接参数,将焊接电流调小到110~120 A,结果2 m焊缝未焊透,不能知足客户焊缝质量哀求。
(2)手工TIG焊接。为了打消机器人设备成分,焊接电流130~140 A,保护气体为纯度99.999%的氩气,氩气气体流量为8~10 L/min,喷嘴距产品表面15 mm,钨棒与工件表面角度保持80~85°,添补焊丝与工件表面夹角10°旁边。经由两件试验后,采取手工TIG焊接,前段焊缝根部余高与机器人自动焊效果相称,后段焊缝比较于自动焊焊穿现场更为严重。比拟两种试验方法,在常温下从门立柱一端到另一端进行焊接,当焊接到500~700 mm间隔时,无论是手工焊还是机器人焊,此段焊缝长度都是合格的;当超过这个焊缝长度时,焊缝根部余高随着焊接的进行越来越大,直至焊穿灭弧。针对以上问题剖析,紧张是下料工件门立柱焊接散热的问题造成的。门立柱装夹在焊接整形工装上,两边都有防止门立柱变形的挡板夹紧,焊接到一段间隔后门立柱温度会升高,而两边挡板会阻碍门立柱散热;当焊接温度过高,焊接时焊缝根部余高偏高,乃至会涌现焊穿和焊瘤。
“一带一起”培植中的广西保险业创新路径 ………………………………………………………………… 吴望春 李春华(5/44)
(4)不料孩子溘然去世亡,妇人又年夜方自尽,——我心将要若何呢,而且她为什么去世?老友,你知道么?她为爱我和你底妹妹而出此的。
(3)采取分段式自动焊。焊接电流为130~140 A,保护气体为纯度99.999%的氩气,氩气气体流量为8~10 L/min,喷嘴距产品表面15 mm,钨棒与工件表面角度保持80°~85°,添补焊丝与工件表面夹角10°旁边。根据产品总长,均分成5段,每段焊缝长度为400 mm旁边,间隔焊接。试验表明,先焊接的几段焊缝,能焊透且根部余高合格,如果立即焊接剩余的几段焊缝,就会有焊穿征象。为进一步试验,分段焊接前面几段焊缝,采取风管冷却20 min旁边,再焊接剩余几段焊缝,就没有焊穿和焊瘤的征象。但是按这种办法焊接,生产效率太低,无法知足客户生产进度哀求。
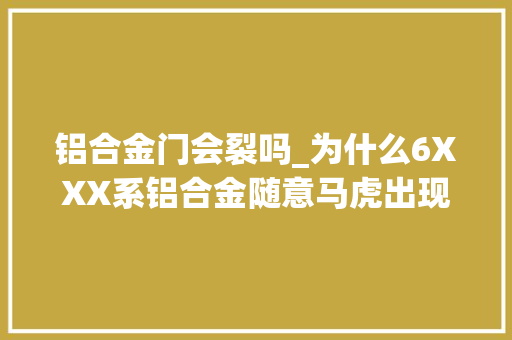
(4)采取大略单纯内撑工装的机器人自动焊。设计一根比门立柱长的铜垫板,断面开5 mm×0.7 mm/1.5 mm两种规格通长的沟槽,通氩气时用来防止焊缝背面氧化,且用来托住焊缝透过期背面的熔池,担保焊缝背面根部余高同等性。详细操作方法是用一根2 000 mm长的60 mm×40 mm×4 mm的不锈钢方管插入门立柱里面,铜垫板放置在方管上方,铜垫板开槽位置紧贴门立柱焊接区域,两端用夹具夹紧,通过铜垫板可以将门立柱焊接时产生的热量更快速散发和通报出来,同时铜垫板可以很好的托住焊缝熔池。在试验过程中,涌现了新的问题,长长的铜垫板与门立柱焊接区域贴合仅靠两端来夹紧,中间位置没有办法贴合,就失落去了保护浸染,于是门立柱中间位置缝隙仍有焊穿、焊瘤和焊缝背面根部余高不一致的征象。铜垫板设计如图3所示。
根据以上4种试验方案,既要担保门立柱的焊接质量,又要担保产品制作效率,只能采取第4种试验方案,但是第4种试验方案的大略单纯内撑工装须要进一步改进。
图3 铜垫板
3 门立柱专用内撑工装3.1 门立柱专用内撑工装设计通过反复的试验和剖析并进行总结后创造,铜垫板可以办理焊缝背面根部余高同等性问题,但要担保铜垫板通长方向一贯贴紧门立柱焊接区域,就须要设计一套专用的内撑工装。经由仔细研究,此工装须要采取连杆形式并结合杠杆事理,才能实现以上功能。
插秧机横向仿形插深自适应调节系统因此2ZG630A水稻高速插秧机为主机架构设计完成的。该水稻高速插秧机是由中机南方机器株式会社设计、生产,采取液压仿形,可实现高速率、高质量插秧生产,性能指标达到国际同类产品水平[5]。
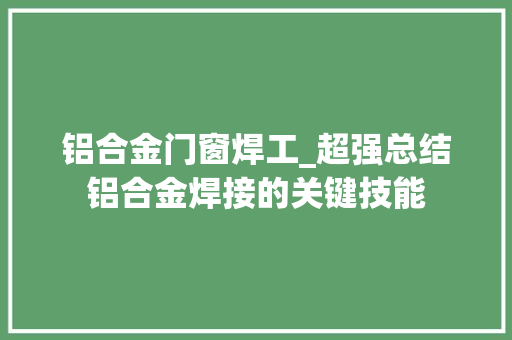
工装构造中顶部是铜垫板,中间是U型梁,铜板垫在U型梁上方,U型梁由6根撑杆支撑。撑杆上端有活动销与U型梁连接,下端装有两个小轴承。中间用一根连杆与6根撑杆连接,连杆的一端用螺杆连接,高度根据门立柱的内腔高度来设计。详细设计方案如图4所示。
3.等质量的不同金属与足量酸反应,产生H2的质量由多到少的顺序(以“质量同为m的常见金属——Na、Mg、Al、Zn、Fe分别与足量稀盐酸反应”为例进行探究)。
图4 门立柱内撑工装
3.2 门立柱内撑工装利用解释先把螺杆拧松,让撑杆达到一定的斜角,使得全体工装高度低于门立柱内腔高度。把内撑工装伸进门立柱内腔中,然后拧紧螺杆来拉动连杆,使铜垫板上升。随着拧紧螺杆,铜垫板与门立柱背面焊接区域贴紧,铜垫板的开槽设计可以担保背部焊缝根部余高同等性。经由试验和剖析谈论,铜垫板贴紧时撑杆须要保持倾斜,焊接完毕后,在重力的浸染下,松卸螺栓,铜垫板即可轻易离开门立柱,便于全体内撑工装脱模。若铜垫板贴紧时撑杆刚好处于垂直方向,门立柱焊接完毕后,内撑工装将无法松卸下来。内撑工装实物效果,如图5所示。
所有样品点中,为分选差(δ介于1~2之间)的只有一个样品,别的均为分选较差(δ介于2~4之间)。解释该地区堆积体总体分选较差。
图5 门立柱内撑工装实物图
4 门立柱产品考验采取专用内撑工装机器人自动焊,门立柱焊接完脱模后,对焊缝表面和背面进行目视检测,没有缺陷,对焊缝进行渗透检测和断面宏不雅观金相剖析,焊缝熔深知足哀求,没有焊接裂纹和气孔等其它毛病[1-2],焊缝一次合格率达到99.9%。焊接检讨合格后,须要将门立柱上表面焊缝余高进行修磨平整,平面度达到1 mm以内。门立柱焊缝宏不雅观描述,如图6所示。门立柱焊接接头示意图和焊缝断面宏不雅观金相,如图7所示。
图6 门立柱焊缝宏不雅观描述
图7 门立柱焊接接头示意图和焊缝断面宏不雅观金相
5 结论(1)通过4种焊接方案试验比拟,门立柱焊接采取专用的内撑工装,才能担保产品焊接质量。采取机器人自动焊,焊接效率高,焊接参数稳定,有助于稳定产品焊接质量。
(2)内撑工装设计成倾斜构造,既随意马虎脱模,也能担保内撑工装与门立柱内部贴紧,担保了门立柱焊缝背面根部余高同等性,没有焊穿、焊瘤等征象。
(3)内撑工装采取铜板设计,能够将焊接热量快速导出,减少工件门立柱焊接热变形。