目前市场上存在的一些激光器类型:包括连续型激光器、IPG公司QCW激光器、以及主流的YAG激光器、复合激光器、环形光斑激光器。但是在密封钉焊接中,YAG激光器是目前大众首选。本文利用的焊PIN设备为IPG 1kW光纤激光封口机。
1.1焊缝质量

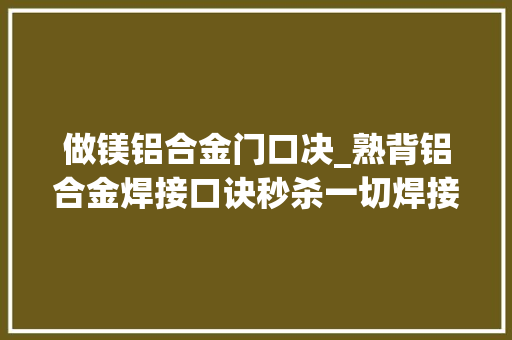
焊接后焊缝质量评价分为合格与不合格。不合格即不良类型的焊PIN,可分为两类,其一为外不雅观不良,其二为强度及密封性不知足哀求。外不雅观不良紧张表现在焊偏、砂眼(爆点)、焊PIN倾斜;焊接强度及密封不知足哀求紧张表现为熔深不达标、有裂痕或气孔,致使电池漏液。图1为焊PIN良品&不良品类型图片。
图1 焊PIN良品&不良品类型
1.2 工艺剖析
根据焊PIN不良品类型,剖析导致焊缝质量问题的直接工艺缘故原由,见表1。根据FTA剖析将焊PIN不良归纳为外不雅观问题及焊接强度问题,外不雅观类紧张谈论:焊接设备CCD拍照的准确性、保护气纯度与流速设置、焊接区域的清洁度、焊接的机器合营的办法;焊接强度及密封性紧张谈论原材料的尺寸合营及铝材身分及焊接工艺参数设计。
表1 导致焊缝质量问题的直接工艺缘故原由剖析
1.3针对外不雅观类问题的工艺优化
1.3.1 焊接设备CCD拍照的准确性
通过调度CCD拍照参数,改进自动循迹。CCD拍照用来采集焊接区域二维图像,通过图像采集系统中的三点定圆确定激光焊接轨迹及焊接位置,因此图形采集照片质量直接影响激光焊接轨迹。影响图片采集效果的成分紧张有曝光度、灰度值和寻圆半径。只要对应调度上述参数,就能实现工艺优化。
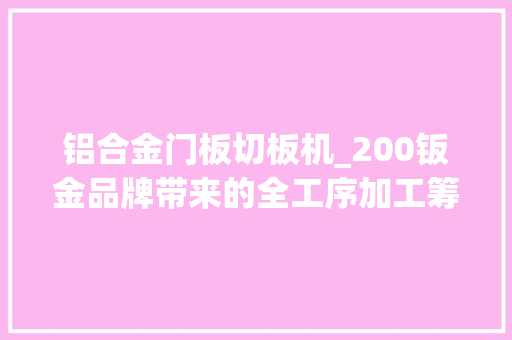
适当提高曝光度可减少注液孔周围磨损对轨迹的误判,提高图片采集质量;通过调度曝光度值,可以筛选出最优方案来尽可能肃清注液孔处的磨损对焊接轨迹的影响,增加曝光度可以增加焊缝与注液孔/PIN之间的明暗比拟,使焊缝处的轨迹更加清晰,从而提高焊接轨迹定位的准确度。通过比拟曝光参数为1.8、2.2、2.4、2.6的CCD采集图像如图2(a)~(d),创造当曝光参数在2.4以上时可以有效肃清注液孔处的磨损对焊接轨迹的影响,提高焊接轨迹定位的准确度。
图2 不同曝光度下的图片采集
在寻圆范围内通过灰度值的变革来确定焊接位置,参数的确定与曝光度有关;研究表明随着曝光参数的增加,焊缝与注液孔/PN之间的灰度值差值逐渐增加(图3),解释增加曝光度可以增加焊缝与注液孔/PN之间的明暗比拟,使焊缝处的轨迹更加清晰。在确定曝光度后,通过调度灰度值可探求到最优的焊接轨迹,实验表明曝光度在2.4~2.6之间,灰度值在235以上时,图像清晰,误判最少。
图3 灰度值与曝光参数的对应关系图
寻圆轨迹须要根据设定的最大半径及最小半径来进行轨迹确认,二者的差值越大,探求的轨迹范围就越大,就越随意马虎受到污渍或盖板反光滋扰产生误判;二者差值越小,轨迹范围就越小,越不随意马虎寻到轨迹,二者差值在4~8mm之间能够达到最优状态,我们选用的最小半径为13.5 mm,最大半径为19.5mm,差值为6mm。
1.3.2 保护气与流量设置
保护气种类与流量设置对焊接效果也会有影响,保护气体有以下四项紧张浸染:
1)可以驱除表面等离子云,利于激光的接管;
2)隔绝氧气,防止表面熔融物被氧化,影响焊接质量和外不雅观;
3)在同轴吹气的同时,使焊接飞溅物不会飞溅到保护镜片上;
4)形成有效气幕樊篱,隔绝空气中的水分及工件氧化膜的水分在激光焊接时分解成气体,减少气孔产生
因此须要掌握好气流方向、压力与流量;如果保护气体形成湍流,焊缝可能会涌现气孔、焊裂、焊缝不屈均等毛病。
激光焊焊接常用的保护气有三种:氦气、氩气及氮气。
氦气不易电离,可让激光顺利通过,光束能量可不受阻碍地直达工件表面,焊接速率快、焊接熔深好,不易产生气孔,但价格比较贵。
氩气价格较氦气低,但它易受高温金属等离子体电离,虽然保护效果较好,结果却屏蔽了部分光束射向工件,减少了焊接的有效激光功率,也危害焊接速率与熔深,利用氩气保护气的焊件表面外不雅观较光滑;
氮气价格低、电离较小、随意马虎与部分元素反应天生不稳定化合物,影响焊接强度。
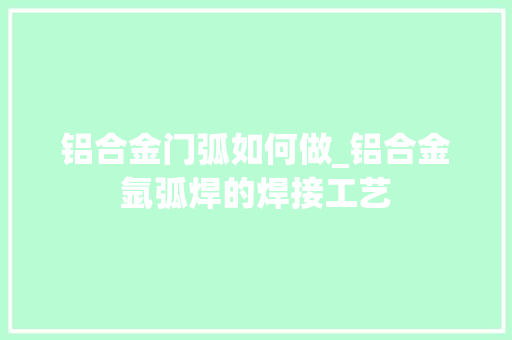
利用相同焊接工艺参数及同厂家同批次工件,用氮气和氩气(纯度99.9%)作保护气分别进行焊接。焊接后焊缝局部表不雅观放大图片见图4。创造利用氮气作保护气时,鱼鳞纹相对粗糙不屈均,焊缝宽度同等性差;利用氩气作保护气体,焊口较平滑、鱼鳞纹均匀提高,外不雅观明显优于利用氮气焊接后产品。
考虑到本钱和效果,密封钉焊接选择氮气作为保护气体,采取同轴吹气办法。
图4 不同保护气、气压、流量焊接效果图
保护气设置要适中,不可太大,也不可太小。太大了,使熔池由层流状变为湍流状,使焊接表面凹凸不平;太小了,起不到保护的浸染。
比拟了两种保护气不同气压压力、气体流量对焊接的影响:利用氮气作保护气,0.4 mPa下60 L/min焊接效果略好;利用氩气保护气,在不同气体压力和流量下,焊接效果没有明显差异,当流量达到99 L/min时,鱼鳞纹较为粗糙。
1.3.3焊接区域的清洁度
密封钉焊接常见污染物有:
1)残留电液:注液残留,洗濯不彻底;
2)残留水渍:洗濯后烘干不彻底;
3)粉尘异物:劳保引入、原材料引入、设备杂质引入。
4)其他制程异物,比如缓存时防止异物掉入电芯内部贴的压敏胶不当导致的残胶
通过剖析可知,为担保焊接区域的清洁度,取决于洗濯机喷淋强度、喷淋方向、供应适度的烘干温度及风速,同时避免外来杂质的引入。
1.3.4机器合营办法
注液孔与铆钉(注液孔内径、铆钉外径)尺寸合营有过盈合营和间隙合营两种。过盈合营即注液孔凹槽最小直径小于铆钉直径。过盈合营时,工件合营紧密,能够抵消焊接过程中应力积累,焊接过程PIN不随意马虎歪斜,但此时焊接范围小(图5)。
图5 过盈合营办法
过盈合营时须要焊接前压胶塞和压铆钉,压紧工位是气动装置,动作频次高,随意马虎传导振动,导致相邻CCD纠偏系统微微抖动,幅度较大时有可能使电池轨迹偏移而焊偏;过盈合营须要担保一定熔深,为担保密封效果一样平常采取60%以上的重叠率进行激光焊接,此时激光熔深大小约在0.6~0.9mm,而注液孔凹台深度约0.95~0.98mm之间;随着重叠率的提高激光熔深逐渐增加,焊接位置与胶塞间隔越来越近,加之过盈合营下压胶塞、压铆钉过程中随意马虎导致胶塞溢胶,激光很随意马虎打穿胶钉带来焊穿或形成砂眼(图6),电池漏液风险高;同时激光深熔焊接过程中产生的金属蒸汽在过盈合营这种构造下不易排出,也随意马虎导致焊缝周围产生砂眼/气眼,该合营办法下的漏液比例高达0.26%。
图6 过盈合营焊接打穿胶钉
间隙合营即注液孔凹槽最小直径大于铆钉直径(图7),目前采取的大多是间隙合营办法,可省去压胶塞、压铆钉步骤,无机器振动源,减少焊偏几率;激光焊接位置距胶钉密封位置较远,不易受到胶塞异物的影响,可以提高熔深,提高密封效果;同时深熔焊接中因金属气化产生的气体能迅速排出,减少了焊接气孔及砂眼;具有胶塞密封+PIN密封的双重密封构造且互不滋扰,能够有效减少漏液比例。
图7 间隙合营办法
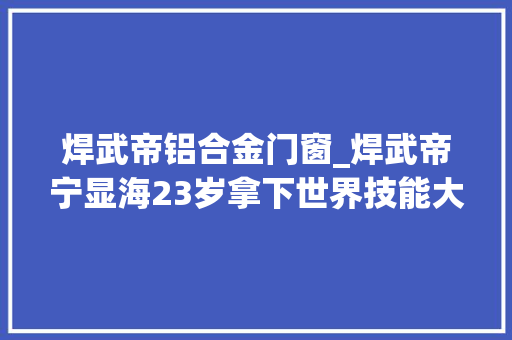
但是间隙合营的缺陷是合营不足紧密,当焊接区域快速冷却,已焊区域应力积累,就会导致焊PIN倾斜,倾斜严重时会导致焊缝露出造成不良。为办理焊PIN倾斜翘起的问题,优化焊接模式:拍照进行位置识别后,在连续焊接前增加三点定位预焊(每1200打点一次),进行焊接固定,同时降落预焊期间及扫尾期间激光能量,防止焊接过程中由于应力集中及PIN与盖板的匹配性差造成的焊缝露出/焊后PIN倾斜(图8)。
图8 两种焊接办法焊接效果比拟
1.4针对焊接强度及密封性的工艺优化
1.4.1焊件尺寸合营及来料身分
目前电池盖板注液孔及PIN的尺寸,紧张考验电池盖板注液孔尺寸、注液孔凹台深度、PIN直径尺寸。在材料供应多元化的背景下,在这些考验数据中,来自同一厂家测试数据同等性较好。在实际生产中还有一些未列入考验的尺寸,其差异也会影响焊接效果,如凹台倾斜角度,以及盖板、PIN两种材质的杂质含量。
图9为以相同激光工艺(脉冲能量、镜件间隔、保护气氛流量、焊接步进速率、出光频率等)焊接,厂家不同配件,其注液孔及PIN焊接效果差异图。两个厂家盖板尺寸丈量数据见表。由表2可见凹台倾斜角度差异是影响焊PIN熔深的成分之一,应列入掌握项目。
此外铝合金表面对激光反射能力强、导热形成强且铝合金对激光接管能力差;此外表面存在氧化膜,因此熔点高,导致须要的焊接能量高;若合金中低沸点金属Mg、Zn含量过高,会导致在汽化过程中未迅速排出而产生砂眼或焊坑,导致电池漏液。
图9 不同厂家注液孔尺寸及PIN熔深图片
表2 不同厂家注液孔尺寸丈量数据
1.4.2焊接工艺参数优化
激光焊接紧张参数包括波形图、功率密度、焊接速率、保护气体、离焦量。
波形参数对焊接效果有影响,焊接轨迹是激光在焊接位置的运行轨迹,波形参数是激光能量与焊接韶光的图像,它影响不同位置的焊接熔深和焊接强度。由于铝合金的光返比较高,固态时,80%的能量被反射。以是,须要在开始时激光功率急剧上升到峰值,使金属熔化。熔化后的金属液体,对激光接管率较高,可以达到90%以上。(缓降模式)
影响激光能量和焊接韶光的参数包括激光输出功率、光斑直径及焊接速率。
在激光脉冲频率一定的情形下,通过改变焊接速率来确定重叠率。当两个焊点重叠率大于50%时,才能担保熔池的机器强度和气密性。
重叠率=(焊缝宽度-点距)/焊缝宽度
焊接速率:焊接速度过快,重叠率低;同机遇械振动和速度过快更随意马虎引起焊枪速率不稳,影响焊接熔深,一样平常采取60%以上的重叠率进行激光焊接(表3),对应焊接速率小于50 mm/s。
表3 重叠率与熔深的关系
激光实际输出功率对焊接有影响,利用相同焊接速率及保护气流量,实际输出的功率越大,焊接材料能够更多、更快速地进行熔化及气化,熔池瞬时的流动性增加,形成的鱼鳞纹分布更均匀,焊缝更平整。我们分别利用实际输出功率780W和870w进行焊接。780w功率焊纹较粗糙、鱼鳞纹分布不屈均,焊缝宽度不一致、呈现波浪状、触感壅塞;而870 W功率焊纹光滑、鱼鳞纹细腻、均匀,焊缝宽度同等、基本呈现直线状,触感平滑(图10)。
图10 不同焊接参数焊接效果图
离焦量:焦点在工件上为0离焦,焦点在工件上方为正离焦,反之为负离焦。一样平常焊接时都不会在0离焦,0离焦飞溅比较大,光斑太小。
光斑直径包含焦距和离焦量,焦距越小,能量越集中光束产出质量越高;离焦量是指焦点到母材之间的间隔。
结论以目前现有的激光封口设备来看CCD拍摄效果及焊接波形设置对焊偏有一定的影响;保护气的种类和保护气参数合理设定可以提升焊缝均匀同等性及宽度同等性;担保焊接区域的清洁度,减少杂质异物引人,可有效降落焊渣产生的概率;机器合营办法上间隙合营优于过盈合营,同时提出了一种新型的焊接模式,这种先点焊后连续焊的办法能够在很大程度上办理间隙合营时焊PIN翘起的问题;增加注液孔凹台倾角的尺寸管控能够提升焊接熔深的同等性;焊接速率、输出功率及光斑直径是影响焊接强度的紧张工艺参数。
【逐日分享一点知识,有益点赞收藏关注】