熊原 邓红卫 黄华 刘渊民 余胜
(际华3509纺织有限公司,湖北孝感,431616)

择要:总结一款变革蜂巢组织织物的设计与生产要点。以纯棉紧密纺C18.2tex×2股线为经纱,气流纺OE36.4tex为纬纱,先容了设计思路,构图要点,改进方法和生产要点。环绕获取华夫格独特的暗明隐格为目的,汲取蜂巢组织的高吸湿特点,对蜂巢组织的稳定性和吸水性进行改变,得到一种华夫格服装面料。经由测试,成品指标达到了吸湿性面料哀求。认为,开拓的华夫格变革蜂巢组织织物能够用作服装或者装饰类面料。
关键词:华夫格;凹凸图案;变革蜂巢组织;织布;水洗;服装面料
The Design and Production of New Method of Waffle Garment Fabric
Xiong Yuan,Deng hongwei,Huang hua,Liuyuanmin,Yvsheng
(Jihua 3509 Textile Co.,Ltd, Xiaogan Hubei, 431616)
Abstract: Summarize the main points of honeycomb fabric design and production. It introduces the design idea, composition points, improvement methods and production points of the fabric which is weaved by C18.2 Tex X 2 combed compact cotton thread in the ends direction and open end 36.4 Tex cotton yarn in weft direction. In order to gain the unique dark-bright check and compound the high moisture absorption characteristics of the honeycomb construction, we improve the stability and water absorption of honeycomb construction to gain a new method of waffle garment fabrics. The new type of fabric has reached the requirement of hygroscopic fabric after testing. We believe that the new waffle honeycomb fabrics can be used as garment fabrics and decorative fabric.
Key words: Waffle; Embossed pattern,unique honeycomb construction; weaving; washed; garment fabric
用蜂巢组织所织成的织物比较松软,富有较强的吸水性,因此在棉织物中,常用以制织碗巾、床毯等。而在服用织物方面,因其缩水率较大,以是较少采取。本文以纯棉紧密纺C18.2tex×2股线为经纱,气流纺OE36.4tex为纬纱,先容一款变革蜂巢组织织物。该产品具有华夫格独特的隐格效果,水洗、机洗不变形,质地紧实、立体感强、吸湿优柔,可以用作服装或者装饰类面料。
1 产品设计
1.1 花型设计
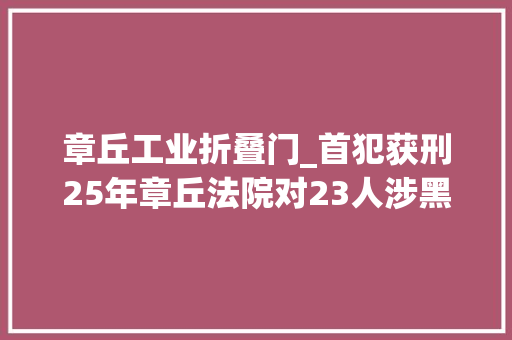
由于华夫格是一种方形或菱形的凹凸图案,布面隐格暗明有致,比较规则,以是选用方格组织图案。利用经面组织和纬面组织两种组织沿经向和纬向成格型间跳正反配置,处于对角位置的两部分,配置相同而凹凸不同。凹凸产生的缘故原由是由于在一个组织循环内,有紧组织交织点多,也有松组织交织点少,二者逐渐过渡相间配置。在组织点多的部分,面料较薄;在浮长线部分,没有交织点,面料较厚。在突出部分,组织的上面和下面是经浮长线,左面和右面是纬浮长线;在凹下部分,组织的上面和下面是纬浮长线,左面和右面是经浮长线。花型构造如图1.
图1 花型构造图
1.2 织物组织
蜂巢组织织物能够形成凹凸花纹的规则外不雅观,根本组织为平纹组织,平纹组织交织点多,面料较薄,形成紧组织;松组织由经纬浮长线构成,没有交织点,面料较厚。紧组织到松组织是由浮长线逐渐过渡的,以是织物表面的凹凸程度也是逐渐过渡的。紧组织与松组织相互浸染,开释构造内应力,以是面料能够产生华夫格效果的规则图案。为了得到质地紧实、水洗、机洗不变形,降落面料的缩水率,需对织物组织进行改进。
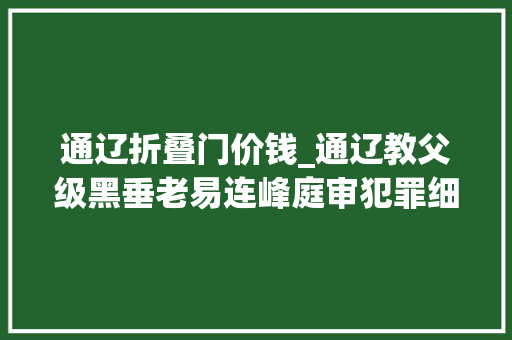
改进方法是增加对角斜条次数,减少织物组织内浮长线的长度。同时,抹掉蜂巢组织织物的菱形花纹角,变四边形菱形图案为八边形华夫格图案。改进效果是平纹组织联通起来,构造稳定性得到增强;浮长线长度受到限定,吸水性能够掌握。织物组织如图2.
图2 华夫格蜂巢组织图
1.3 织物规格
规则组织紧密织物的紧度可根据规则织物紧度打算公式求得。个中,纯棉府绸类织物的经向紧度<83.4%[1],靠近第7构造相。为了得到更强的平纹组织构造内应力,可较高节制面料的经向紧度>83.4%,根据织物中经、纬纱的交错情形,在特定的纱支、织物组织和构造相的条件下,假设纺纱为不可压缩的圆柱体,由紧密织物的基本打算公式,可以求出织物的紧度和密度。
华夫格变革蜂巢组织服装面料的经纱为纯棉紧密纺C18.2tex×2股线,纬纱为气流纺OE36.4tex。设定平纹组织的Rj=Rw=2,tj=tw=2,dj=dw,构造相靠近8,得织物的经向最大紧度为103.2%,经向紧度超过100%,是由于织物中纱线有挤压变形,可以认为,该织物为经向紧密织物。经向紧密率取82%,纬向紧密率取100%,则织物经向紧度为103.2%×82%=84.6%,纬向紧度为51.6%。经密=经向紧度/0.037√经纱线密度=378根/10cm,纬密=228.5根/10cm【2】。为了增加运用领域,本次在服装面料的根本上作阔幅倍数处理,坯布尺寸达到292cm。
在多数情形下,织物的经密大于纬密,经纬纱细度相等而密度不等的织物,更加有利于打紧纬纱。根据勃莱依里履历,确定了织物的相对密度,织物的经纬密度符合履历公式进行打算。
1.4 纱线设计
由于织物经由整理后强力会低落20%-30%【3】,结合华夫格服装面料的性能哀求,考虑到织物经向紧度偏大,以是经纱选用纯棉紧密纺C18.2tex×2股线,纬纱选用OE36.4tex气流纺,做成半线织物。经纱条干CV值12.9%,断裂强力588.4 cN,断裂强度16.2cN/tex,强力CV5.5%,+50%粗节52个/km,-50%细节0个/km,+200%棉结28个/km。可以看出,经纱强力、条干CV比环锭纺好,特殊是细节指标好,降落了经纱断头,有利于提高布机效率【4】。
1.5 工艺设计
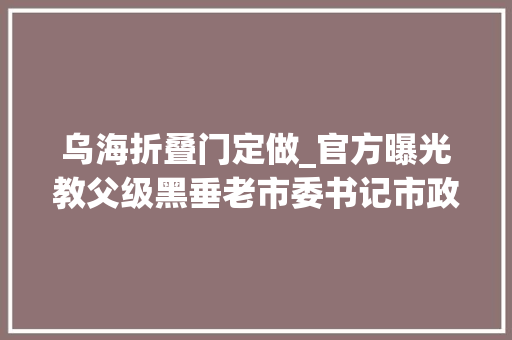
华夫格服装面料隐格不能太大,太大造成松组织浮长线超长,吸水性难以掌握。尺寸也不能太小,太小影响凹凸效果,以0.4cm-0.8cm为宜,本文设定打算尺寸在0.6cm旁边。根据坯布格型尺寸公式,经纱根数=0.6cm×经密/10=23根,纬纱根数=0.6纬密/10=14根。考虑到后整理过程坯布纬向有1.07倍的紧缩,以是经纱根数须要加放1.07倍,则实际经纱用纱根数=231.07=25根。由此打算剖析可知,经纬纱线粗细相同,由于经密是纬密1.6倍,以是相同的格型尺寸经纱根数比纬纱根数多,存在正干系。如图3,华夫格服装面料格型配置如上机图所示。
图3 华夫格格型配置与上机图
由图3组织图可知,布面组织点以平纹为主,而且平纹组织不存在被隔离的情形,以是面料构造保持稳定。A区平纹组织的上面和下面是经浮长线,左面和右面是纬浮长线,以是开释内应力后格型突出。B区平纹组织的上面和下面是纬浮长线,左面和右面是经浮长线,以是格型凹下。经浮长与纬浮长之间逐渐过渡相间配置,斜纹线改造成斜纹面,差异于双线蜂巢组织。由于斜纹面在填绘组织点时高下与旁边的对角区域内要空一个纬组织点,以是经纱用纱根数=(25+2)×2=54根。
由图3穿综图可知,A区与B区的斜条数为5条,是差异双斜条蜂巢组织的显著特色,斜条长逐渐过渡相间配置,没有显著的对角线。只有阔别斜条的平纹组织最为紧密,面料较薄,随意马虎突出或者凹下。个中,松组织最大经浮长重叠19次,最大纬浮长重叠9次,共同组成独特的八边形华夫格图案。考虑到经纬密度不同,八边形华夫格图案长=(54/2-2)/经密×10/1.07=0.62cm,宽=28/2/228.5×10=0.61cm。
由图3纹版图可知,A区与B区的提综顺序相互交叉,能够平衡综框升降导致的张力变革,减轻布机震撼,花纹交错时上机张力平稳,有利于提高生产效率。
2 各工序生产要点
2.1 整经
采取GA163C型分条整经机。双轴整经,整经头份5232根/经轴,上排数374根/绞,共生产14次,末了一次上排数370根/绞;定幅筘筘号10.1齿/cm,每筘4穿入,绞宽93.5mm,经轴幅宽1310mm,丝杆爬坡位移量1.875mm,筒子架后区绕纱张力10cN,前区张力50cN,片纱张力183.4N,整经车速300m/min。
经纱采取相同大小的筒纱进行退绕,并做到批量换筒,筒子架上的纱线从上层到下层,依次按排自后筘中心向外顺序穿入。调度锭座的中央线处于导纱孔垂直偏下15mm,筒纱退绕的导纱间隔在140~250mm之间。经纱排列做到多头少轴,缩小排列间隔,减小横动范围。定幅筘旁边横动0.1~0.5根,频次5~30秒,避免经轴卷绕重叠。
2.2 穿筘
采取Delta110自动穿经机。穿综图请参阅图4,按照浮长线沉降规律,经浮长穿在A区,纬浮长穿在B区。A区地经穿法按照1.3.5.7+(9.11)9+9.7.5.3.1顺序排列,个中,左边1.3.5.7页综框穿入过渡组织,每个过渡浮长递增一个组织点;右边7.5.3.1页综框穿入过渡组织,每个过渡浮长递减一个组织点;9.11页综框穿入最长经浮长,共9个循环18根经纱;由于设计采取镜像花纹,11后面接一根9,以是最长经浮长共有19根。B区地经穿法如A区,按照2.4.6.8+(10.12)9+10.8.6.4.2顺序排列,个中,递增花纹穿入2.4.6.8页综框;递减花纹8.6.4.2穿入页综框;10.12页综框穿入最长纬浮长,共9个循环18根经纱;12后面接10,最长纬浮长即是19。华夫格服装面料上机须要设计布边,穿在独立综框第13.14页综框上,旁边布边宽度13mm,织物组织采取2/2纬重平,布边紧度与华夫格紧度靠近,确保不松边、不卷边。坯布织造采取钢筘规格为89齿/2吋,每筘2穿入。
2.3 织造
喷气织机引纬是指压缩空气将一定质量的纬纱由主喷嘴吹入钢筘导槽中,再由赞助喷嘴接力把纬纱吹到织物的另一端。主喷嘴在事情韶光以外有一定的常压来坚持,根据车速、入纬韶光、和到达韶光调度气压,电磁阀打开和关闭将压缩空气运送到各个喷嘴。喷气引纬要兼顾压力与本钱最优方案为原则,压缩空气压力小,纬纱达位不及时,知足不了织造哀求;压力大,能源花费大,织造本钱大。津田驹ZAX-9100-340型喷气织机,通过节气功能与掌握模式的适配,能够实现降落压缩空气花费的目的[5]。
采取津田驹ZAX-9100-340型喷气织机织造服装面料。选择长边撑铜刺环,刺针长度0.75mm,环数36环;后梁高于织口6~10cm;上机工艺参数设定为布机车速490r/min,上机张力2500N,综平时间290°,后梁位置在前后NO.9/高度(20),停经架位置在前后NO.2-10/高度为10,第1~14页综框高度分别为106mm. 110mm. 104.5mm. 110mm. 103mm. 110mm. 102mm. 110mm. 101mm. 110mm. 100mm. 110mm +112mm2页,开口量的大刀片a值为:50mm—30mm(1~4页)+42mm—34mm(5~8页)+34mm—34mm(10~12页)+50mm. 40mm,送经量310°—上;主喷气压0.28MPa,辅喷气压0.38MPa,固定主喷开闭韶光75°~170°,运动主喷开闭韶光80°~160°,停纬销60°~270°,赞助喷嘴均匀喷射韶光81″。
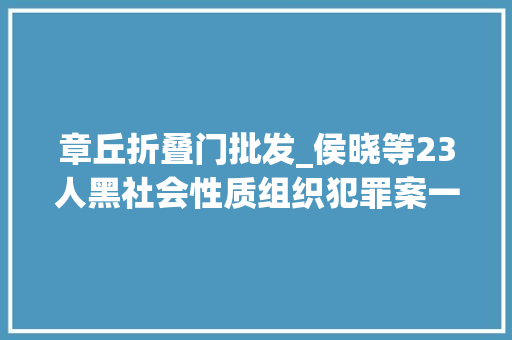
图4 华夫格坯布效果图
坯布效果如图4。从图4可以看出,坯布构造紧密,在于面料选择了较高的织物构造相,靠近第8相。经纬浮长线排列整洁,解释经纬两个别系的纱线缩率变革不大,织造顺利。全体面料像一块板一样的,解释构造稳定。
2.4 整理
选用高温高压液流机,坯布在机内以绳状松弛形式反复循环运转,不断受到水的冲击和浸渍,趋于紧缩膨胀,手感变得柔和、丰硕。水温100~120℃,韶光15~ 30min。浸轧树脂前,通过导布圈使之变成绳状。浸轧配方为:改性2D树脂50g/L,氯化镁10 g/L,有机硅优柔剂40 g/L,渗透剂JFC 20g/L。采取二浸二轧树脂液,第一次浸轧宜为微绳状进行,第二次浸轧为绳状进行。过80%~85%轧液率后,转入预烘,预烘汽压为0. 05MPa,然后堆置1小时,进行焙烘,温度掌握在160~170℃,车速20~ 25m/min。成品门幅紧缩率86%~89%。水洗效果如图5。
图5 华夫格水洗效果图
织物在染色前必须进行退浆处理,对丙烯酸酯浆料退浆时,采取轧碱冷堆后膨胀脱落的方法,通过水洗机洗濯退浆【6】。整理生产中把稳张力的掌握,掌握好缩水,幅宽按照坯布:成品=120:112的比例节制。面料水洗后染色牢度更好。在染缸中加入100-150l去离子水,之后依次加入螯合剂3kg-5kg、分散染料8kg-12kg、匀染剂3kg-4kg、匀泡剂2kg-4kg,稠浊后进行充分搅拌,然后静置30min。将水洗后的面料放入染缸中进行低温加热、调节ph值,并对染液进行低温加热,温度为40℃-50℃,加入醋酸调节染液ph值为4-5,加入80-120l去离子水搅拌稠浊。对染液进行加热恒温。将坯布进行定型,定型温度为150℃-180℃,布速为20y-40y/min,风量为40cmm。染色效果如图6。
图6 华夫格染色效果图
3 总结
整理是开释织造过程中受到机器打击产生屈曲变形后纱线的回答的过程,经由水洗能够开释部分张力,经由挤压折叠也能够开释部分张力。整理后吸水率180%,滴水扩散韶光3秒,芯吸高度98mm。面料克重232.6g/m2,经向断裂强力1029cN/520cm,断裂伸长34.6%;纬向断裂强力463.5cN/520cm,断裂伸长17%。符合服装面料吸湿性能的质量指标。
参考文献
[1] 刘让同,李亮。机织物构造相模型阐发和改动[J]。纺织学报,2017,38(10):33-37.
[2] 谢继延,吴建,郑志辉.液氨整理纯棉色织衬衫面料的生产工艺研究[J].上海纺织科技,2011,39(8):41-43,62.
[3] 赵钊辉,菱形小提花织物的设计与生产[J],棉纺织技能,2018.46(3):55--57。
[4] 陈忠,张小阳,紧密纺纱线的特性与运用[J],纺织导报,2007(3):45-47.
[5] 殷翠红,张振全,王顺利,刘明明。降落喷气织机压缩空气的工艺研究【J】.纺织导报2019(7):75-76。
[6] 王廷粱,丝绸纤维后整理法【J】,云南化工1987(3):02。